उत्पादनहरू




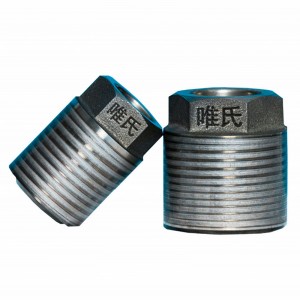
कास्ट आइरन प्लन्जर हेड/ कास्ट आइरन प्लन्जर टिप
प्रयोगको लागि निर्देशन र प्लन्जर टिपको नोटहरू
1. स्प्रु बुशिङ र शट स्लिभ एकअर्कासँग सही रूपमा अक्षीय रूपमा फिट हुनुपर्छ; अन्यथा तिनीहरूले एकतर्फी तनावपूर्ण क्षति र प्लन्जर टिपको एकपक्षीय पहिरनको परिणाम हुनेछ;
2. प्रयोग गर्नु अघि प्लन्जरटिपलाई पहिले नै तताउनुहोस्, किनभने यसले शट स्लिभ र स्प्रु बुशिङ बीचको अन्तरलाई हटाउन सक्छ, ताकि प्लन्जर टिपको तनावबाट बच्न। मेसिन खोल्दा बिस्तारै प्लङ्गरटिपमा धेरै मोडहरू शट गर्नुहोस्। यसले प्रारम्भिक र समाधान कप बीचको अन्तरलाई पनि आदर्श बनाउन सक्छ।
3. प्लन्जरटिपको मेकानिकल गुणहरू उच्च तापक्रममा हराउनेछन्, र पानी चक्र कूलिङलाई प्लन्जर टिपको सेवा जीवन विस्तार गर्न सकेसम्म धेरै प्रयोग गर्न सकिन्छ।
4. यद्यपि नोड्युलर कास्टिरोनमा रहेको ग्रेफाइटले तेल स्नेहन कार्य भएको छर्राहरू प्रस्तुत गर्दछ, गोलाकार ग्रेफाइट अत्यन्त सानो छ। सुझाव यो छ कि प्रयोगकर्ताहरूले प्लन्जर टिपको सेवा जीवन विस्तार गर्न कम आणविक वजन लुब्रिकेटिङ तेल प्रयोग गर्नुपर्छ।
5. प्रयोगकर्ताले प्लन्जरको साइज, चिसो अवस्था र शट स्लिभ अवस्थाहरू अनुसार प्लन्जरको सहिष्णुता गुणांक मोटे रूपमा निर्धारण गर्नुपर्छ। सहिष्णुता गुणांक सामान्यतया 0.10% देखि 0.17% सम्म प्लन्जरको सहिष्णुता गणना गर्न चयन गरिन्छ।
मानक प्लन्जर हेड
व्यास: 40mm/50mm/60mm/70mm/80mm/90mm/100mm/110mm/120mm/130mm/140mm/150mm/160mm/170mm/180mm/190mm/200mm
कस्टम प्लन्जर हेड
व्यास: 45mm/55mm/65mm/75mm/85mm/95mm/105mm/115mm/125mm/135mm/145mm/155mm/165mm/175mm/185mm/195mm/205mm
मानकको अलावा, हामी तपाइँको आवश्यकता अनुसार विशेष प्लन्जर हेड पनि आपूर्ति गर्न सक्छौं।
| मानक प्लन्जर हेड/प्लन्जर टिप विनिर्देश सूची | |||
| मोडेल FA | लम्बाइ mm |
पेंच धागा M |
काँध क्षेत्र PHDXH |
| Φ40 | ८०/९० | M27X2 | Φ30XH12 |
| Φ50 | ८०/९० | M27X2 | Φ30XH12 |
| M30X2 | Φ35XH12 | ||
| Φ60 | ८०/९० | M30X2 | Φ35XH12 |
| M33X2 | Φ38XH15 | ||
| M36X2 | Φ40XH15 | ||
| Φ70 | 90/100/120 | M30X2 | Φ35XH12 |
| M33X2 | Φ38XH15 | ||
| M36X2 | Φ40XH15 | ||
| Φ80 | 90/100/120 | M36X2 | Φ40XH15 |
| M42X2 | Φ45XH15 | ||
| Φ90 | 90/100/120 | M36X2 | Φ40XH15 |
| M42X2 | Φ45XH15 | ||
| Φ१०० | 90/100/120 | M36X2 | Φ40XH15 |
| M42X2 | Φ45XH15 | ||
| Φ110 | १२०/१४० | M42X2 | Φ45XH15 |
| M52X2 | Φ55XH15 | ||
| Φ१५० | 200 | M56X3 | Φ60XH30 |